
FrontPage
makeSEA Knowledge - Magnetic PLA - Heavy Metal Clog
Heavy metal clog on R2x with magnetic PLA
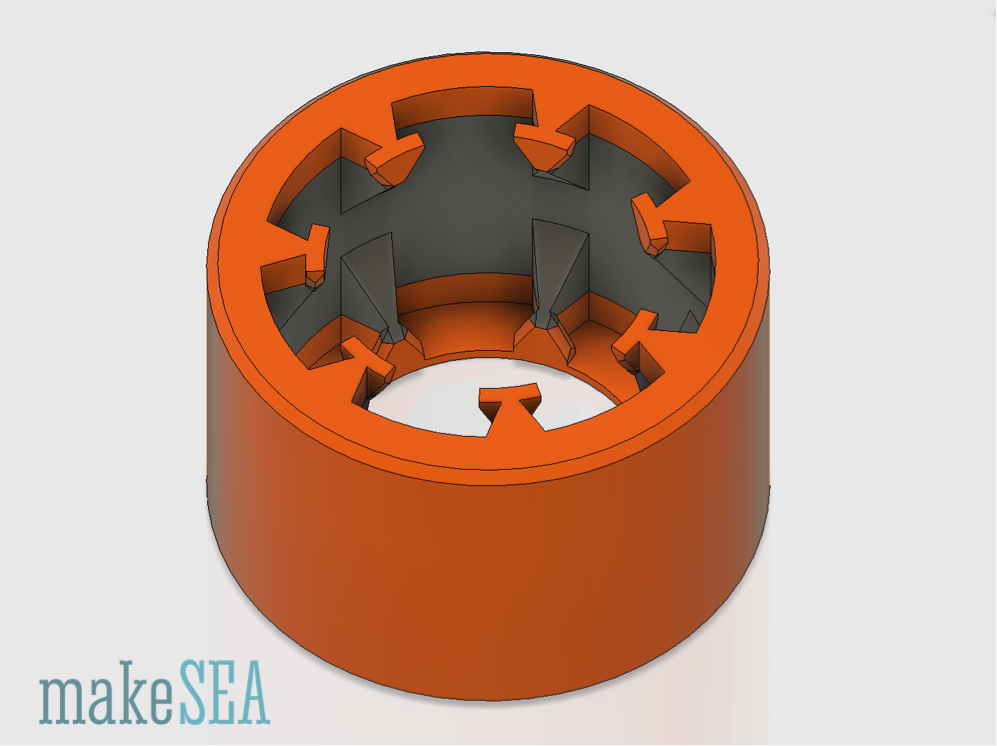
I thought I knew, how it works to print magnetic PLA from Proto Pasta, so I started to design more complex objects. Actually I wanted to know, how magnetic PLA works in combination with regular PLA on the R2x. So I’ve designed a cylindrical object, which has regular PLA as an outer shell (orange), and magnetic PLA inside (gray). This part could potentially be used as a rotor for a brushless motor.
It was quite a challenge to find good slicer settings for getting this printed - I tried it with Makerbot Desktop and Simplify3D, and after several experiments I was still not satisfied.


While the result got better with each printing iteration, all of a sudden the magnetic PLA stopped printing. The nozzle clogged. I was guessing the same happened as I initially experienced: a cold end clog. So I expected, that this is simple to resolve - just heat up the nozzle, unload and reload the filament, and it should work. Wrongly expected, no magnetic PLA was extruded. Also additional manual force or even higher temperature didn’t help. So it was clogged differently, and I had to fully disassemble the extruder. Big frustration - the initial experiment wasn’t finished, and the amount of effort to reach the goal increased a lot. But there was no alternative, so I started my analysis at the feeder, and it ended at the tip of the nozzle.
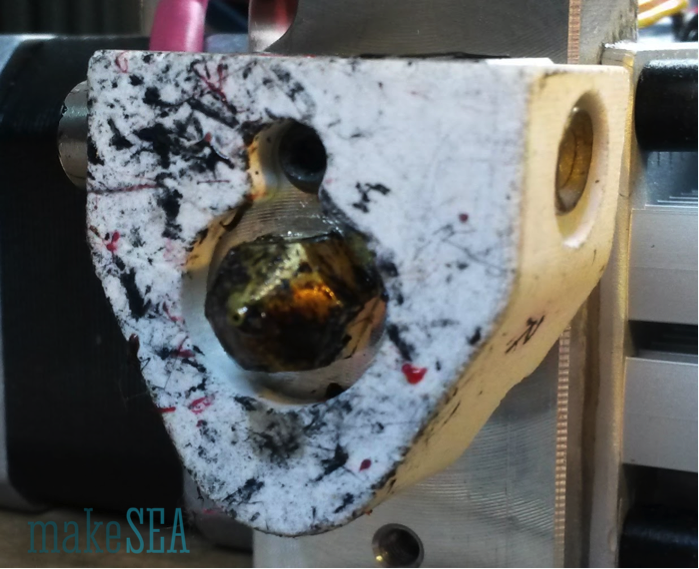
After removing the nozzle from the heater block, it was obvious to see, that there was no passage through the nozzle. I heated up the nozzle carefully with a soldering iron (temperature controlled) and was pushing a thin copper wire into the nozzle, hoping to push the blocking material back out of the nozzle. It failed. It seemed that the thin extruder hole was clean, and the clog was further up and extremely compact.
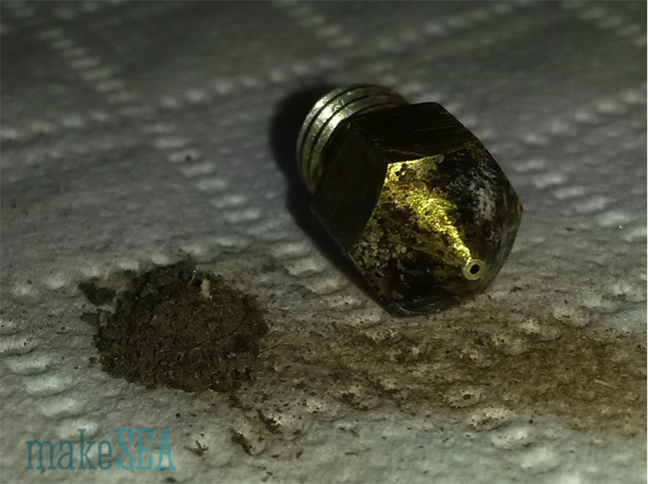

Finally I took a larger drill-bit, pushed and turned it by hand into the nozzle (from the end of the threads). Grinding the clogged material. The material, which tickled out of the nozzle had a funny consistency: I had expected, it should be a bit like plastic, but in fact it was mostly powder. When heating the powder up (solder iron), it didn’t melt, and remained a powdery substance. And it was very magnetic too. At a guess the clogged part had been 5 mm thick, almost 100% very compact metal powder, and no PLA. I also cleaned the outside, which has no functional effect, it just looks better. After re-assembling (and re-calibrating) the R2x, it worked again. The question remains: what had happened?
I don’t have a final answer for this - my explanation is mainly a guess:
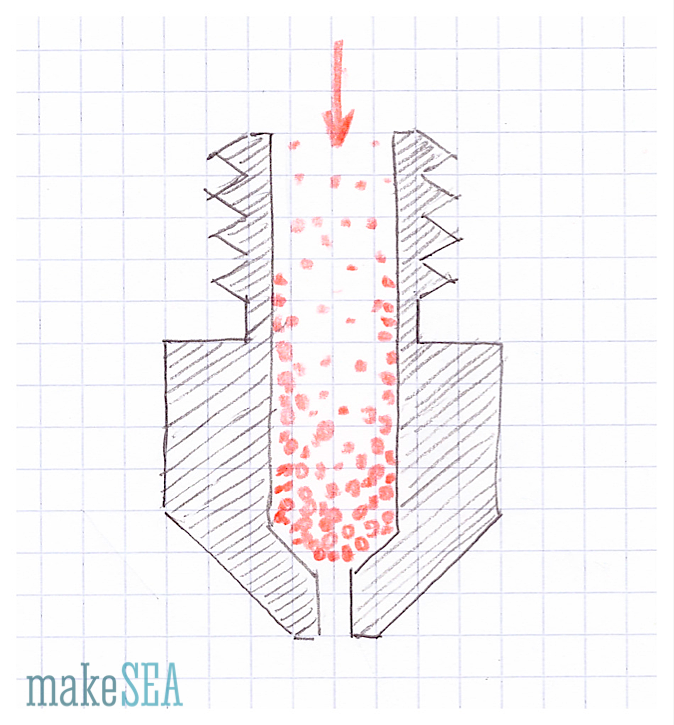
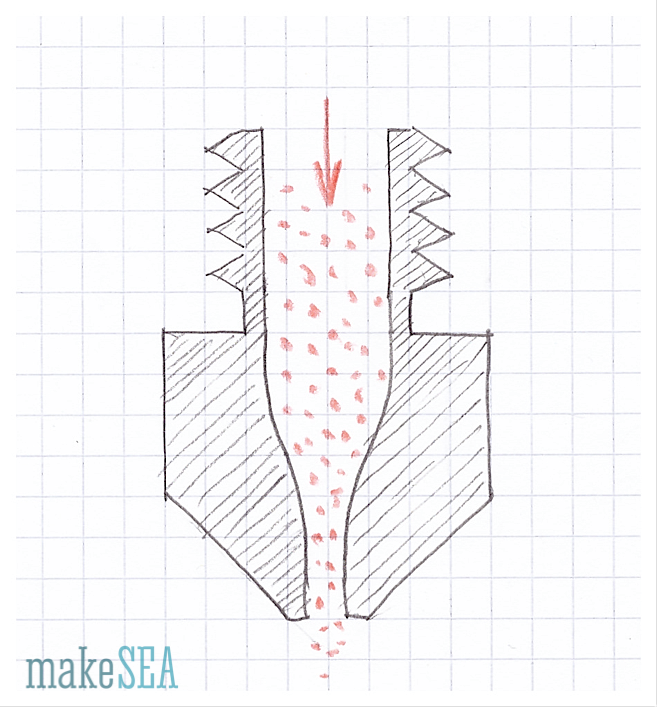
Magnetic PLA is a mix of iron powder and PLA. The powder particles build a sediment at the inner walls of the nozzle. Especially in the corners, where the tip of the nozzle gets thinner. While the sedimentations initially don’t disturb the flow of the material, the funnel gets smaller and smaller over time. Finally the nozzle is fully closed by iron powder sedimentation.
Potentially there is another negative effect: with dual material prints, there is a long idle-time, where a heated nozzle travels and oozes around. Because of the reduced flow of material, there are less iron particles flushed out of the nozzle. The process of sedimentation / dehydration is accelerated, PLA with less iron powder is dropping out of the nozzle.
Maybe the used oil for filament lubrication has also a negative effect? What happens actually with the oil in the nozzle? Does it mix with the PLA or is there even a chemical reaction? Or does it burn? The oil I used is specified to work up to 200°C and the removed clogged powder appeared to be only magnetic and not oily or carbonized at all.
Conclusion
I further decreased the extrusion temperature - assuming that the sedimentation process is reduced, if the carrier material is less liquid. Reducing the oozing would anyway be good to get better printing results. Finally I was setting 200°C for the magnetic PLA, and 195°C for the regular PLA (which was also oozing a lot at 205°C). It probably won’t avoid that the clogging happens again, but I hope it takes longer, until the next clog.
Probably not only magnetic PLA has the risk to get stuck in the extruder nozzle. All 3d-printable materials are affected, which are a mix of powder and plastic with different density, and different behavior of adhesion or flow. E.g. materials containing carbon, glass or wood. Finally the nozzle should have an optimized interior shape ideally with a smooth (maybe even coated) inner surface. Giving the the particles no chance to settle or stick. Does such a nozzle exist, compatible with R2x?
21184 Views
Pictures and video don't convert like first-hand experience does.
Research shows that using augmented (AR), and virtual reality (VR), is more compelling and more likely to persuade your audience to buy, learn, and understand what you have to share. Use makeSEA to deliver content that connects with your audience like no other medium can.
Compel your audience with

Content Management and Cross-Platform Collaboration
for Augmented and Virtual Reality
The fastest way to organize and share your content as if you are together with your audience in real life and keep it fresh using next-generation virtual and augmented reality technology.


It's time to change the way you communicate, collaborate and compel your audience.
Time to change the way you capture and curate evolving ideas.
Use makeSEA content management platform + Catapult, our cross-platform client app for mixed reality and spatial collaboration to share your vision and inspire your audience with content that you are already producing.
10X-100X Time Savings • Recyclable Content & Scenes
Use makeSEA to reduce your AR and VR production time by an order of magnitude, or two.
Blend content from multiple sources tell a better story: 3D models, real-world scans, video, and you!
Keep things fresh and relevant and improve experiences over time as your content and XR technology mature.
Enabling augmented reality, mixed reality and spatial computing for everyday use.SM
Catapult your vision, in real-time together, for FREE.
It's as easy as a social media post:
-
Create an account, start a project and upload your content from most any content source1.
-
Launch Catapult, makeSEA's mixed reality client app on your VR or AR compatible device2.
-
Share and collaborate using your own spatial content, with others together in real-time, in the same physical space and remotely.
Click Here to Get Detailed Instructions, Download and Install
Try makeSEA now! Simply register here and start publishing.
makeSEA is also available as a privately branded (white-label), or custom integrated solution for enterprise. Please Contact Us for more information.
for Architecture
& Design
& Design
Magic Leap &
AR/Mixed Reality
Content Publishing
AR/Mixed Reality
Content Publishing
for Education
& Making
& Making
for Construction
for Trade Shows
& Exhibits
& Exhibits
for Retail
& Branding
& Branding
1:Catapult supports assets saved in GLB (preferred), FBX, OBJ, STL or MP4 (standard 720p, 1080p, or 3K 360˚ spherical surround format), or a makeScene package for live over-the-air collaboration with shared spatial content. See the how-to guide for hints and instructions on how to easily export or convert content from most 3D authoring tools and platforms. 2:makeSEA supports Oculus Quest 2, Magic Leap 1, and Microsoft Hololens 2, makeSEA for Enterprise supports additional client devices; contact us for more information.
 Trade Show Alternative
Trade Show Alternative
Is your tradeshow game plan caput because of COVID? Ours is! It's OK: use makeSEA and MagicLeap for Trade Shows and Exhibits to put your full-scale booth — that you host live and your...
Free makeSEA Account & Catapult App
makeSEA user accounts and Catapult for spatial computing have always been free. Covid-19 is changing the way we work, collaborate, interact and learn forever. It is accelerating the shift to...
Where Do We Go from Here?
I think we all have to accept that part of today's normal will become the "new" normal. At any time, another pandemic or other crisis can and probably will affect the way we teach, learn,...
Doing our part to help with local PPE
Doing our part to help with local PPE needs using hashtag # makeSEA hashtag # Catapult and hashtag # MagicLeap for rapid iteration and visualization on 3D printed...
Additive Manufacturing, AR and COVID-19
The global manufacturing industry is reeling from the effects of the COVID-19 outbreak. The mega-factories we rely on are experiencing shortages of personnel and raw materials for production....
Adapting to the New Normal
We are entering a new era. Whether you are a business, in the education field or just looking for ways to communicate safely, we are being forced to accept that we all need to find ways to...
Feeling Like a Fish Out of Water
During this time of uncertainty, we're all feeling a little like a fish out of water. Looking for new ways to conduct business, educate and train, share information and collaborate with...
Look to the Future with Spatial Computing
Now more than ever we need to think about keeping organizations running smoothly in a crisis. We are all being challenged and forced to look at the future. Businesses, educational...
Use Catapult for Forensic Visualization
What can you do with makeSEA and Catapult for Magic Leap? How about forensic visualization. Imagine being able to securely convert and deliver forensic scans data to full-scale immersive...
makeSEA is More
makeSEA is busy printing masks to help with the Coronavirus crisis. makeSEA's core value starting out was to support independent 3D designers, maker spaces and education with a platform that...
Change How You Communicate and Collaborate
It's time to change the way you think about collaborating, communicating, teaching, and design. Time to change the way you capture and curate evolving ideas. Use https://makeSEA.com + ...
makeSEA Catapult App launched on Magic Leap World
It's time to change the way you think about communicating, teaching, and design. Time to change the way you capture and curate evolving ideas. Use makeSEA + Catapult and Magic Leap...
makeSEA at Construct 3D Conference
Look for us at the Construct 3D Conference between February 13-16 at Rice University in Houston, Texas. We’ll be joining an awesome list of sponsors and exhibitors and hope to see many of you...
Positive ROI with the Use of Mixed Reality
Mixed Reality (MR) is an umbrella term given to computer-generated environments that either merge the physical and virtual worlds (AR) or create an entirely immersive experience (VR) for the...
How Technology is Impacting Education...In a Good Way
Today’s students have been raised on digital devices—digital engagement is a part of their DNA. It seems like a “no-brainer “ that instructors, especially at the high school and...
Easy Augmented Reality
makesea for Augmented Reality (AR) is a SaaS that supports a number of verticals and at the core is a content management platform that can be dressed for any experience from consumer branding...
AR and 3D Printing Should be Part of Advanced Curriculums
makeSEA for Education provides a safe, secure environment for students to collaborate and iterate on 3D designs and projects. Our SaaS platform also offers a way to get started with Augmented...
Using AR for EDU
It’s no secret that keeping the attention of today’s students is harder than ever. From grade school to college level, these students have been raised with...
Some AR Stats to Think About
Download the infographic . If you think Augmented Reality/Mixed Reality is still just something to think about, think again! This technology is being used in everyday businesses...
A picture is worth a thousand words
Sometimes a picture IS worth a thousand words. makeSEA can get your firm AR ready. Have you considered how Augmented reality (AR) could help your architecture or construction firm? ...