
FrontPage
makeSEA Analysis - Printing Conductive PLA from Proto Pasta with Replicator 2x - Isolation
Printing Conductive PLA from Proto Pasta with Replicator 2x - isolation
Now I know, how the conductive PLA from Proto Pasta can transport current. Apart from powering devices which consume more than 20-50 mA, this material could be very useful for low-power circuits. Consuming a lot of energy isn't a good idea anyway, because there are more and more electronic devices on earth, which in total waste a lot of energy. So I'm curious to see, if it's possible to design a simple PCB and check, if different wires are well isolated, if there is another material printed between.
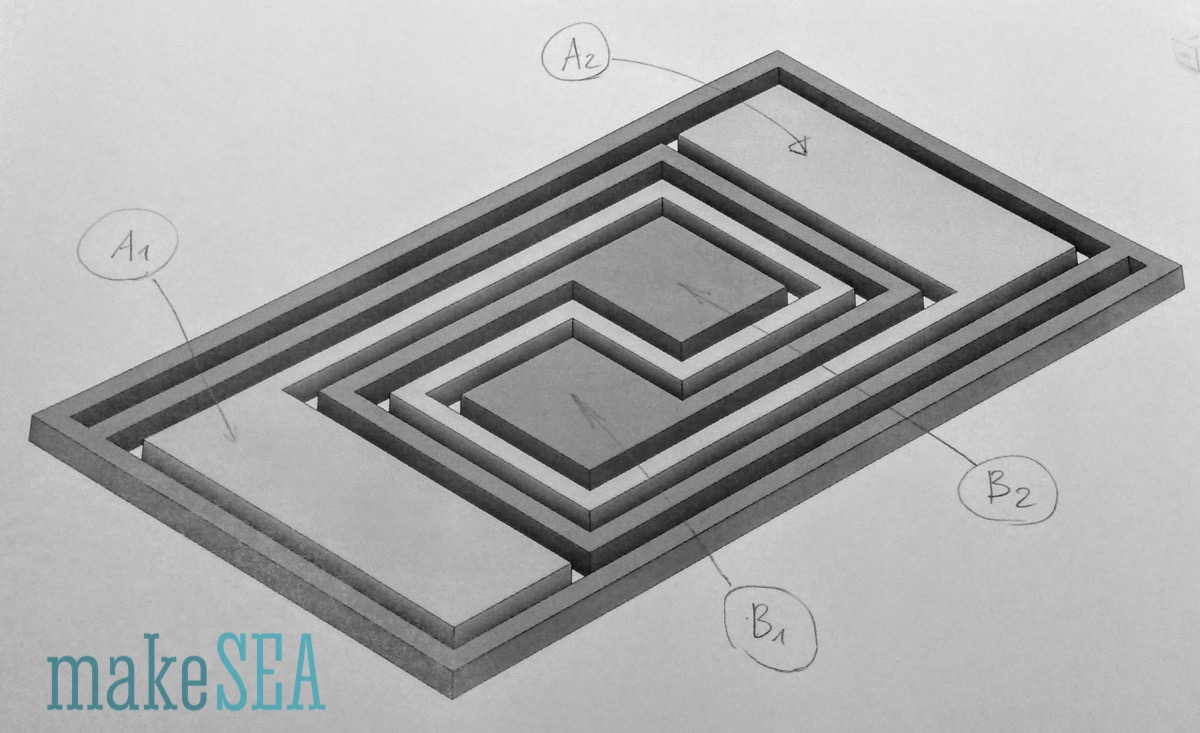
For this test I've designd two conductors, which are running in parallel for a long distance. If the material in-between is not well isolating, the leaking current is easily measurable (the shape of the isolator is like a very short conductor with a large cross-section area).
The electrical circuit scheme looks like this:
 | 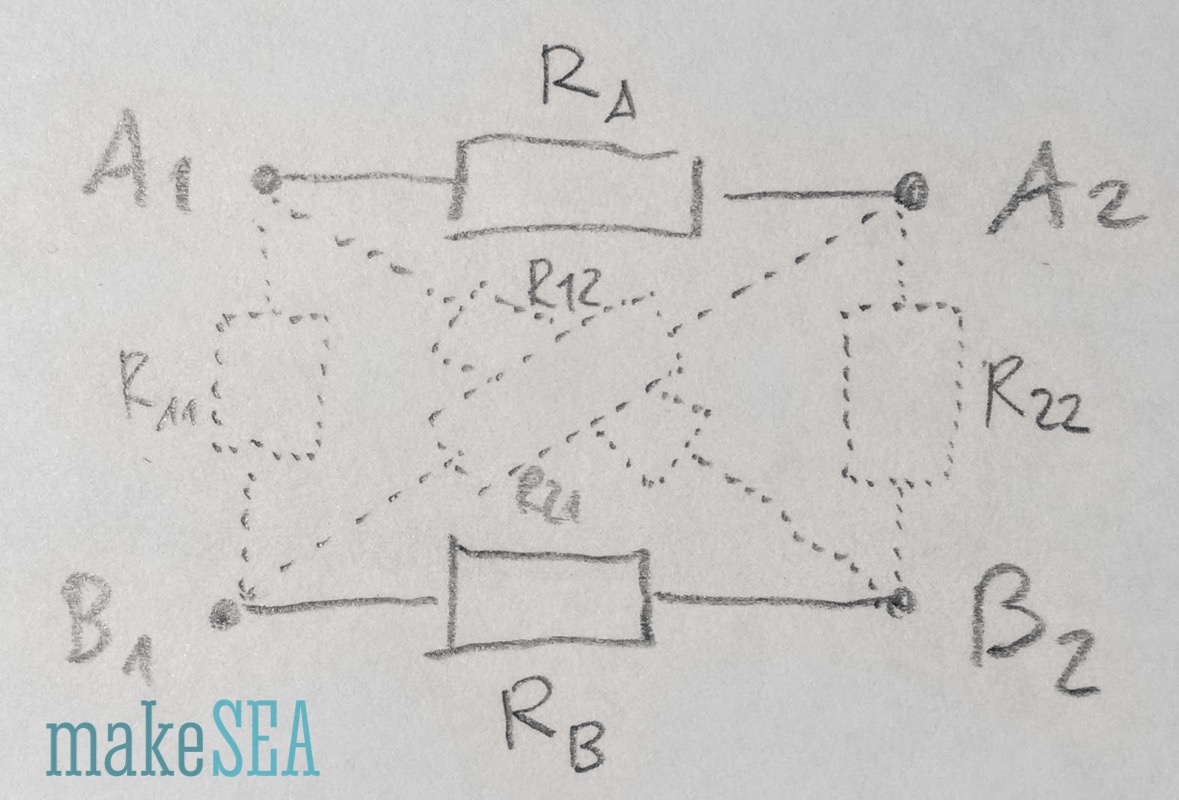 |
Because I only have regular PLA in black (printing mistakes difficult to see by eye when combined with the conductive black PLA), I started my experiments with blue ABS (230°C). What a mess, catastrophe! I really had big toubles to get a clean print. Initially adhesion to the build-plate was a problem and it heavily warped. After replacing the capton tape, increasing the temperatures (lower cooling), it did stick well, but the conductive PLA was clogging in the nozzle. Finally it worked with a build-plate temperature of 120°C, enough lubrication, and the fan blowing at the print-head (and not too much at the build-plate). But visually I could already see thet the blue ABS had black cords from the PLA (even though I had activated purge-walls, and tried with both slicers Makerbot and Simplify3D) - the resistance from all 4 contact points was approximately the same ... big FAIL!
 |  | 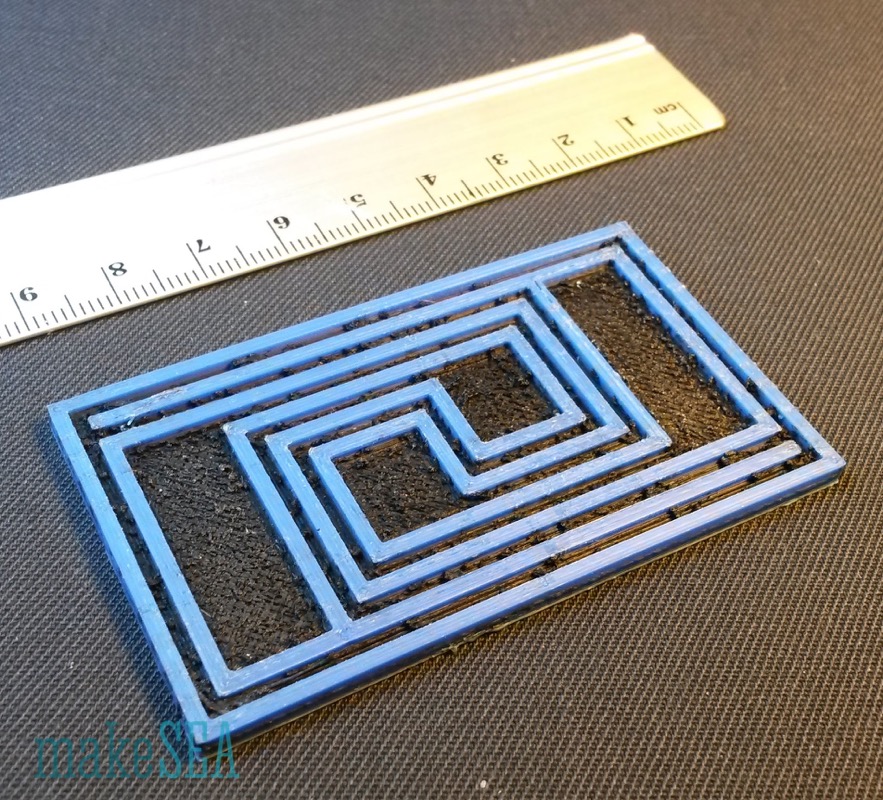 |
| Experiment A - ABS, 0.8 mm isolator | Experiment B - ABS, 1.6 mm isolator | Experiment C - ABS, PLA clogged nozzle |
Probably the higher ABS-temperature was causing the conductive PLA to melt, and even though the idle nozzle was clean, the ABS-nozzle was moving over PLA and picked up and distributed some of the printed conductive material. So I decided to try with my red PETG which can be printed with the same temperature as PLA at 205°C. And the build-plate only needs 80°C for great adhesion during print, and simple removing from capton after print (using water-alcohol mix) ... the versed reader will notice, that I'm a big fan of PETG ;-)
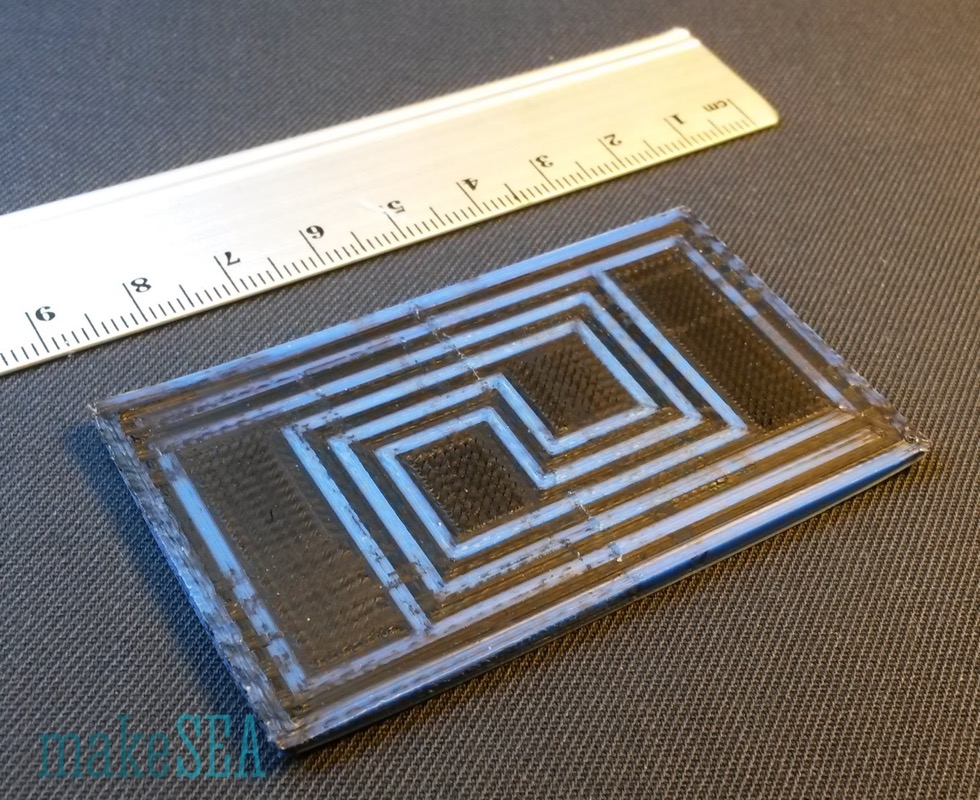
Unfortunately the initial experiments with PETG were not much better (Experiment D), but then I had the idea to rotate the object on the build-platform (smaller dimension oriented in x-direction). As a result the idle extrusion nozzle was moving much less over the printed area. Experiment E was the first successful print. Well recognizable the much cleaner print.
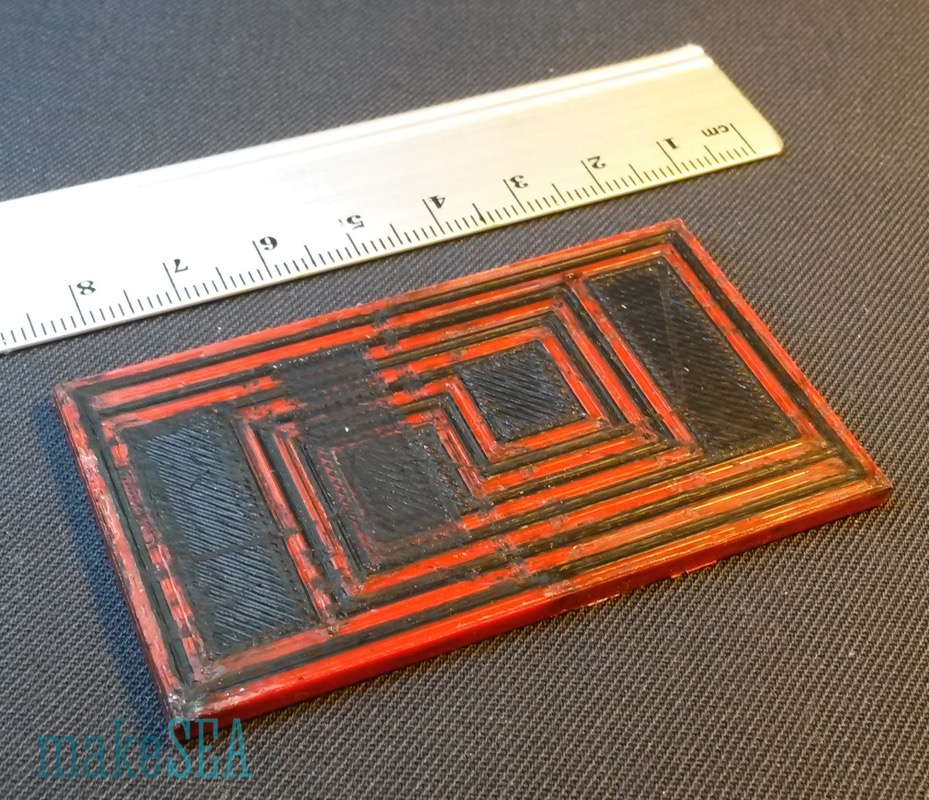 |  |  |
| Experiment D - PETG, 1.6 mm isolator | Experiment E - PETG, 1.6 mm, rotated print | Experiments all failed with PETG, 0.8 mm |
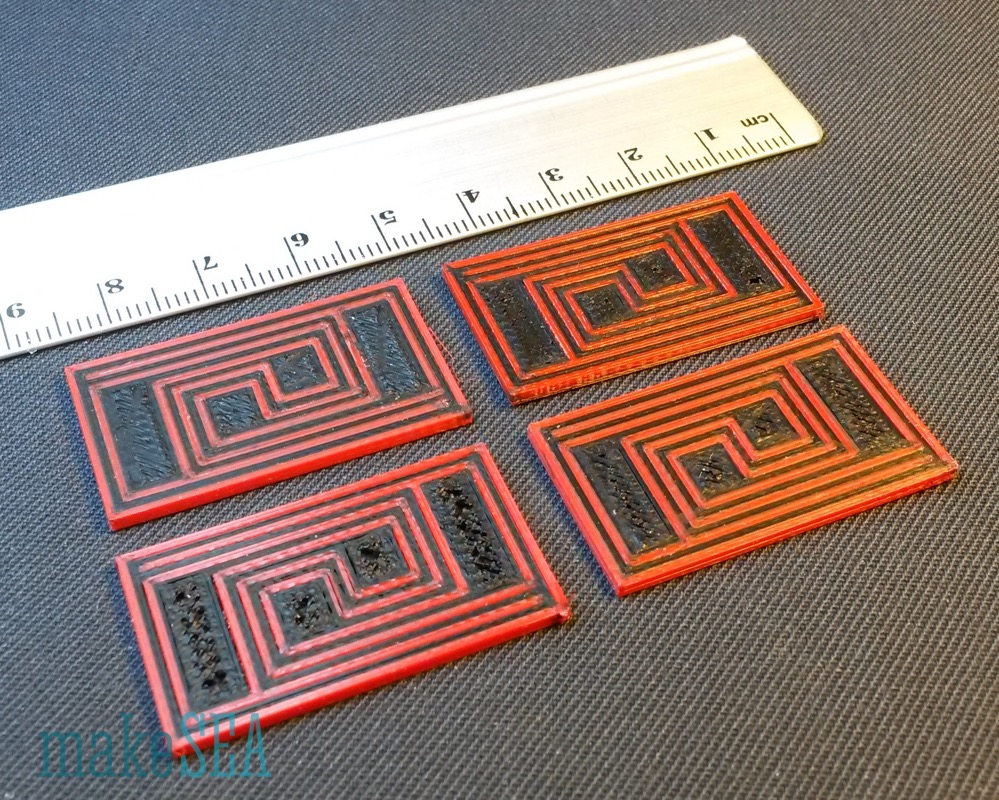
Encouraged by this success, I scaled the design down to 50% (with wires and isolators 0.8 mm wide - i.e. exactly 2 shells and no infill needed). I was set back to reality. None of these experiments suceeded. I tried with both slicers, reduced material flow and infill, but it never worked. Then I had a closer look at the nozzles (I should have taken a picture). Even thogh the printed result looked clean, the nozzle which was extruding the isolating red PETG had a messy black skirt - black conductive PLA, which it had picked up during some travel moves. Maybe the nozzle height was not well calibrated? For this reason I unloaded the materials, and reloded it right and left swapped. Same result, this time the other nozzle (again the nozzle extruding red PETG) had a black skirt. The other nozzle with the conductive PLA was always clean (resp. there was no red PETG skirt visible).
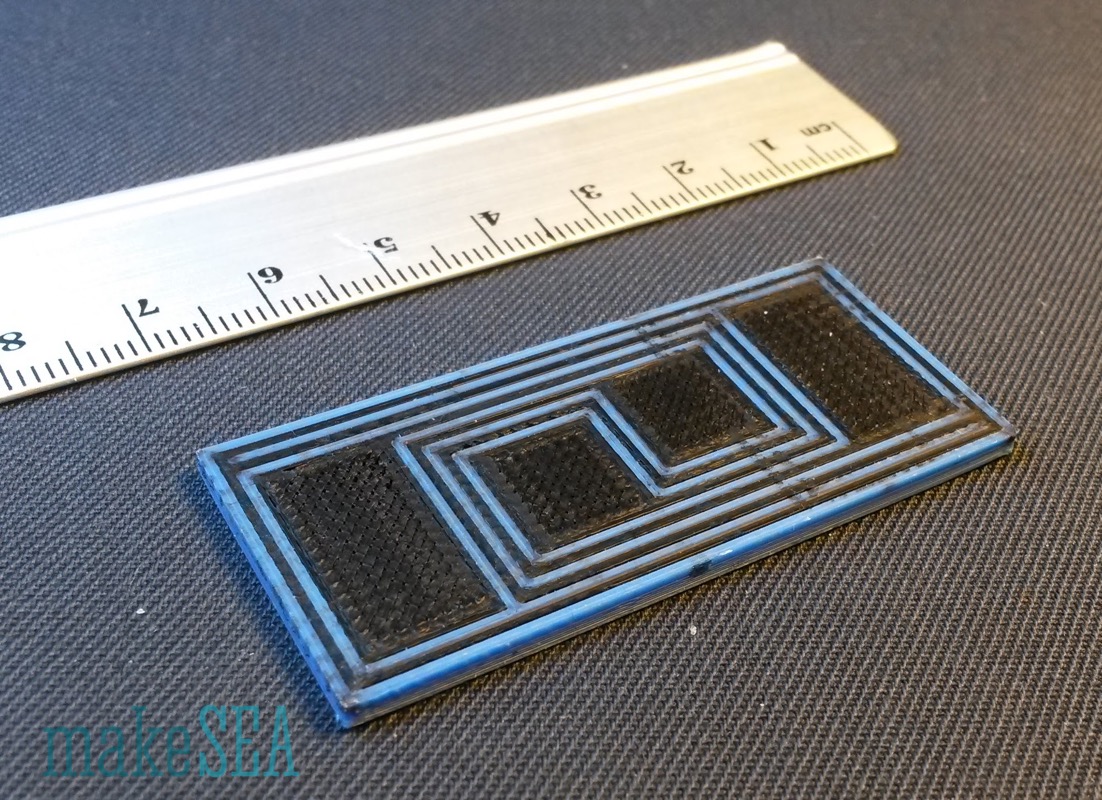
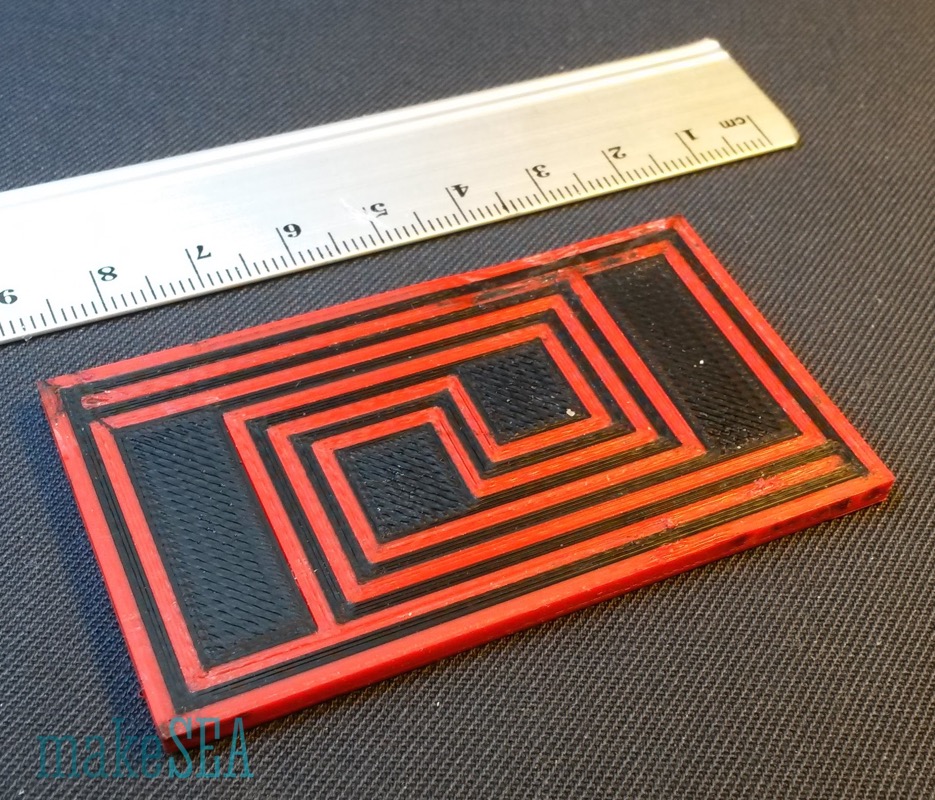
Final experiments: use regular PLA as isolator (unfortunately black and not as good visible on the pictures):
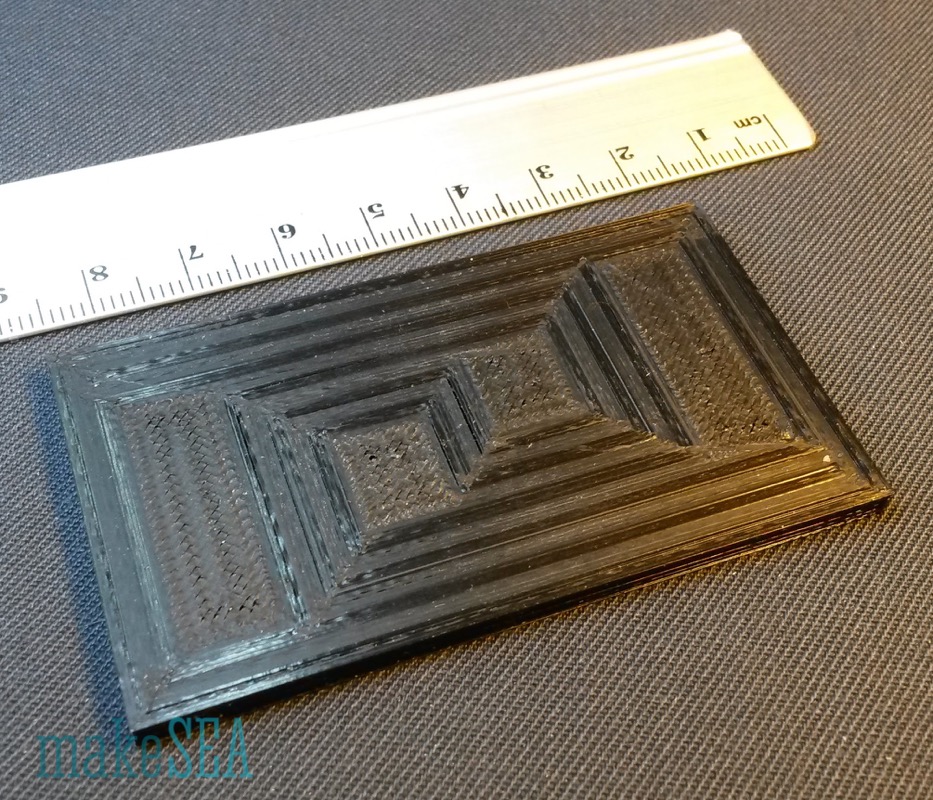 | 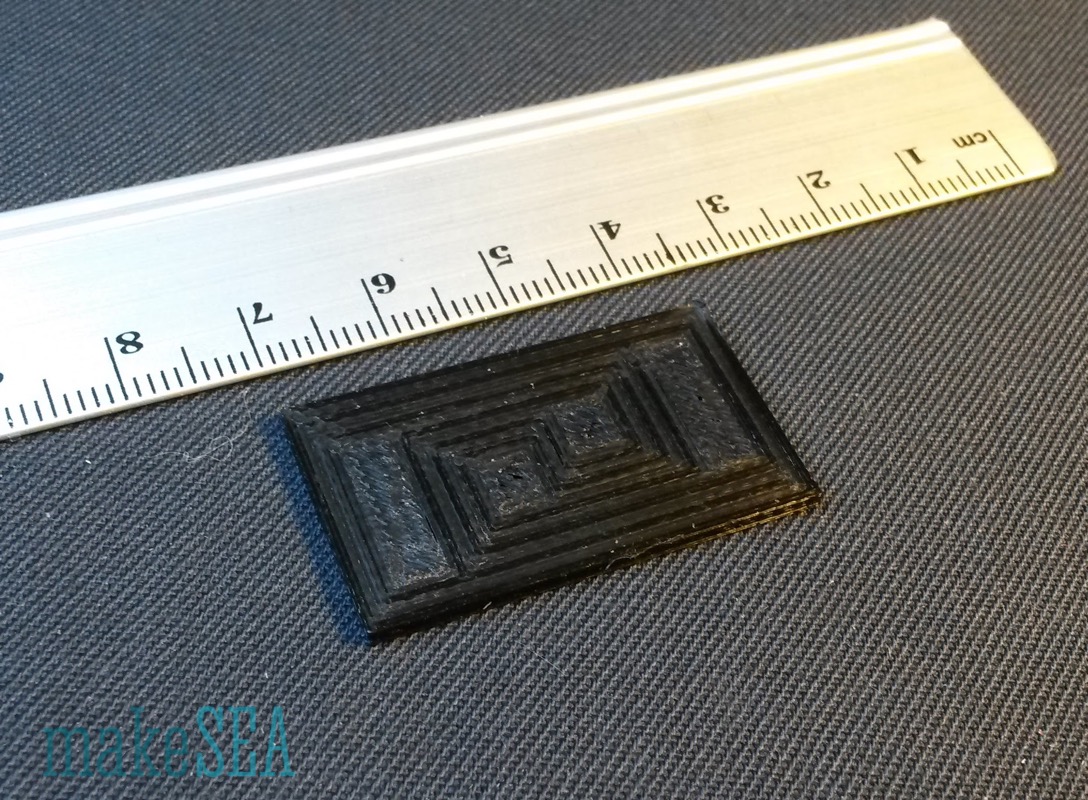 |
| Experiment F - PLA isolator 1.6 mm | Experiment G - PLA isolator 0.8 mm |
Hurray! :-) both succeded. No black skirt at the nozzles after printing - all nozzles were clean, and also the prints. Here is a table with all the detailed measurements.
| Experiment | A | B | C | D | E | F | G |
| A1 - A2 [kOhm] | 9.5 | 4.8 | 5.1 | 4.1 | 8.1 | 6.9 | 10.1 |
| B1 - B2 [kOhm] | 9.5 | 5.7 | 3.1 | 5.0 | 11.5 | 10.0 | 16.5 |
| A1 - B1 [kOhm] | 8.5 | 5.3 | 3.3 | 4.5 | 4'800.0 | > 20'000.0 | 330.0 |
| A1 - B2 [kOhm] | 4.2 | 6.3 | 3.7 | 3.4 | 4'800.0 | > 20'000.0 | 325.0 |
| A2 - B1 [kOhm] | 12.5 | 4.8 | 3.5 | 5.3 | 4'800.0 | > 20'000.0 | 320.0 |
| A2 - B2 [kOhm] | 9.1 | 6.5 | 5.1 | 4.9 | 4'800.0 | > 20'000.0 | 315.0 |
| Isolator Material | ABS blue | ABS blue | ABS blue | PETG red | PETG red | PLA black | PLA black |
| Isolator Temperature [°C] | 230 | 230 | 230 | 205 | 205 | 205 | 205 |
| Print Orientation | horizontal | horizontal | horizontal | horizontal | vertical | vertical | vertical |
| Isolation Width [mm] | 0.8 | 1.6 | 1.6 | 1.6 | 1.6 | 1.6 | 0.8 |
| Wire Section Area [mm^2] | 3.2 | 3.2 | 3.2 | 3.2 | 3.2 | 0.8 | |
| Wire Length A [mm] | 140 | 140 | 140 | 140 | 140 | 70 | |
| Wire Length B [mm] | 237 | 237 | 237 | 237 | 237 | 118.5 | |
| Resistivity A [kOhm*mm] | 0.11 | 0.12 | 0.09 | 0.19 | 0.16 | 0.12 | |
| Resistivity B [lOhm*mm] | 0.08 | 0.04 | 0.07 | 0.16 | 0.14 | 0.11 | |
| Result / Comment | fail | fail | fail | fail | ok | success | ok, but ... |
While the result E) with PETG is good, the result with PLA as isolator F) is excellent. My instrument can't measure more than 20 MOhm. Also G) is satisfactory, considering the extreme test-case. If shorter wires are used, and if it's not a circuit with very sensitive measurements, 0.8 mm thin isolators are well usable in a design.
These are all my experiments to get familiar with with conductive PLA. It wasn't trivial to get this material under control: if the result looks visually OK, it doesn't yet mean that it's also electrically OK.

Conclusion:
Infill and clean extrusion is key. Basically you would want to have 100% because the inferior conductivity of the conductive PLA. But if it overextrudes, there will be a big mess, and the circuilt fails. The possibilities and combinations of slicing options are huge. After all these experiments I guess ideally the isolator was printed with a single shell, and medium-low infill. The conductor probably as well with little infill, but with a big number of shells (filling the inside along the conducting direction). Avoid travel moves over "foreign" areas for both nozzles. Optimized travel moves of the idle nozzle can only be achieved, if the circuit design is not wider than the distance between the two extruders. Simplify3D theoretically is able to be tuned individually different for both extruders, but I had problems with the purge-walls. They did fall apart during printing. Makerbot has great working purge-walls with "spew-pots", but it has much less tuning options.
Conductive PLA sourced from:

3D-Model:
- STL ConductorA, ConductorB, Isolator
- STEP
- F3D
22432 Views
Pictures and video don't convert like first-hand experience does.
Research shows that using augmented (AR), and virtual reality (VR), is more compelling and more likely to persuade your audience to buy, learn, and understand what you have to share. Use makeSEA to deliver content that connects with your audience like no other medium can.
Compel your audience with

Content Management and Cross-Platform Collaboration
for Augmented and Virtual Reality
The fastest way to organize and share your content as if you are together with your audience in real life and keep it fresh using next-generation virtual and augmented reality technology.


It's time to change the way you communicate, collaborate and compel your audience.
Time to change the way you capture and curate evolving ideas.
Use makeSEA content management platform + Catapult, our cross-platform client app for mixed reality and spatial collaboration to share your vision and inspire your audience with content that you are already producing.
10X-100X Time Savings • Recyclable Content & Scenes
Use makeSEA to reduce your AR and VR production time by an order of magnitude, or two.
Blend content from multiple sources tell a better story: 3D models, real-world scans, video, and you!
Keep things fresh and relevant and improve experiences over time as your content and XR technology mature.
Enabling augmented reality, mixed reality and spatial computing for everyday use.SM
Catapult your vision, in real-time together, for FREE.
It's as easy as a social media post:
-
Create an account, start a project and upload your content from most any content source1.
-
Launch Catapult, makeSEA's mixed reality client app on your VR or AR compatible device2.
-
Share and collaborate using your own spatial content, with others together in real-time, in the same physical space and remotely.
Click Here to Get Detailed Instructions, Download and Install
Try makeSEA now! Simply register here and start publishing.
makeSEA is also available as a privately branded (white-label), or custom integrated solution for enterprise. Please Contact Us for more information.
for Architecture
& Design
& Design
Magic Leap &
AR/Mixed Reality
Content Publishing
AR/Mixed Reality
Content Publishing
for Education
& Making
& Making
for Construction
for Trade Shows
& Exhibits
& Exhibits
for Retail
& Branding
& Branding
1:Catapult supports assets saved in GLB (preferred), FBX, OBJ, STL or MP4 (standard 720p, 1080p, or 3K 360˚ spherical surround format), or a makeScene package for live over-the-air collaboration with shared spatial content. See the how-to guide for hints and instructions on how to easily export or convert content from most 3D authoring tools and platforms. 2:makeSEA supports Oculus Quest 2, Magic Leap 1, and Microsoft Hololens 2, makeSEA for Enterprise supports additional client devices; contact us for more information.
 Trade Show Alternative
Trade Show Alternative
Is your tradeshow game plan caput because of COVID? Ours is! It's OK: use makeSEA and MagicLeap for Trade Shows and Exhibits to put your full-scale booth — that you host live and your...
Free makeSEA Account & Catapult App
makeSEA user accounts and Catapult for spatial computing have always been free. Covid-19 is changing the way we work, collaborate, interact and learn forever. It is accelerating the shift to...
Where Do We Go from Here?
I think we all have to accept that part of today's normal will become the "new" normal. At any time, another pandemic or other crisis can and probably will affect the way we teach, learn,...
Doing our part to help with local PPE
Doing our part to help with local PPE needs using hashtag # makeSEA hashtag # Catapult and hashtag # MagicLeap for rapid iteration and visualization on 3D printed...
Additive Manufacturing, AR and COVID-19
The global manufacturing industry is reeling from the effects of the COVID-19 outbreak. The mega-factories we rely on are experiencing shortages of personnel and raw materials for production....
Adapting to the New Normal
We are entering a new era. Whether you are a business, in the education field or just looking for ways to communicate safely, we are being forced to accept that we all need to find ways to...
Feeling Like a Fish Out of Water
During this time of uncertainty, we're all feeling a little like a fish out of water. Looking for new ways to conduct business, educate and train, share information and collaborate with...
Look to the Future with Spatial Computing
Now more than ever we need to think about keeping organizations running smoothly in a crisis. We are all being challenged and forced to look at the future. Businesses, educational...
Use Catapult for Forensic Visualization
What can you do with makeSEA and Catapult for Magic Leap? How about forensic visualization. Imagine being able to securely convert and deliver forensic scans data to full-scale immersive...
makeSEA is More
makeSEA is busy printing masks to help with the Coronavirus crisis. makeSEA's core value starting out was to support independent 3D designers, maker spaces and education with a platform that...
Change How You Communicate and Collaborate
It's time to change the way you think about collaborating, communicating, teaching, and design. Time to change the way you capture and curate evolving ideas. Use https://makeSEA.com + ...
makeSEA Catapult App launched on Magic Leap World
It's time to change the way you think about communicating, teaching, and design. Time to change the way you capture and curate evolving ideas. Use makeSEA + Catapult and Magic Leap...
makeSEA at Construct 3D Conference
Look for us at the Construct 3D Conference between February 13-16 at Rice University in Houston, Texas. We’ll be joining an awesome list of sponsors and exhibitors and hope to see many of you...
Positive ROI with the Use of Mixed Reality
Mixed Reality (MR) is an umbrella term given to computer-generated environments that either merge the physical and virtual worlds (AR) or create an entirely immersive experience (VR) for the...
How Technology is Impacting Education...In a Good Way
Today’s students have been raised on digital devices—digital engagement is a part of their DNA. It seems like a “no-brainer “ that instructors, especially at the high school and...
Easy Augmented Reality
makesea for Augmented Reality (AR) is a SaaS that supports a number of verticals and at the core is a content management platform that can be dressed for any experience from consumer branding...
AR and 3D Printing Should be Part of Advanced Curriculums
makeSEA for Education provides a safe, secure environment for students to collaborate and iterate on 3D designs and projects. Our SaaS platform also offers a way to get started with Augmented...
Using AR for EDU
It’s no secret that keeping the attention of today’s students is harder than ever. From grade school to college level, these students have been raised with...
Some AR Stats to Think About
Download the infographic . If you think Augmented Reality/Mixed Reality is still just something to think about, think again! This technology is being used in everyday businesses...
A picture is worth a thousand words
Sometimes a picture IS worth a thousand words. makeSEA can get your firm AR ready. Have you considered how Augmented reality (AR) could help your architecture or construction firm? ...